惠州廠家cnc精密零件加工工廠
發(fā)布時間:2023-08-09 00:37:16
惠州廠家cnc精密零件加工工廠
表面有不規(guī)則的紋路劃傷:這個主要是使用的磨削液和過濾系統(tǒng)有問題
,導致砂輪掉落的顆粒和磨屑在磨削液中循環(huán)而擦傷工件表面。此時應該更換磨削液,或增加過濾裝置。表面出現(xiàn)螺旋紋,原因有以下幾個方面:在修整砂輪時,出口地方砂輪外凸,工件出研磨區(qū)時正好被凸點磨到表面,形成螺旋紋。解決方法是:可以把出口處砂輪多修一些或用銼刀把出口處砂輪邊磨成圓角
。托起工件的刀板合金部分出現(xiàn)小裂痕,造成表面不光
,有拉毛現(xiàn)象
。需要修磨刀板或更換。砂輪的結合劑硬度不均,導致砂輪脫粒不均,如果修砂仍不能改觀,需要更換砂輪。送料速度或出料速度和導輪正常調整的轉速不一致(在有自動上料裝置的情況下容易出現(xiàn))。需要調整好送料和導輪轉速送料一些。導輪在調整傾斜角和打R時同砂輪的軸線相對位置出現(xiàn)偏差,這需要重新著正。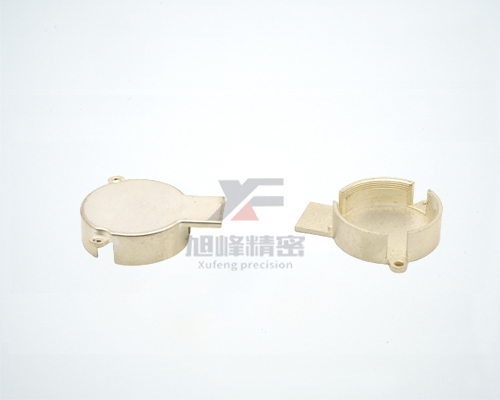
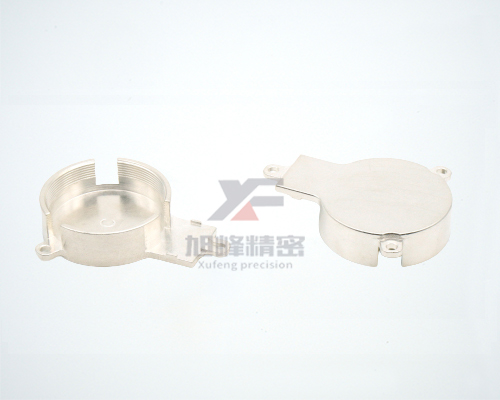
惠州廠家cnc精密零件加工工廠
數(shù)控機床在加工精度是由方位檢測元件決定的,方位檢測元件是由檢測元件(傳感器)和信號處理設備組成的
,是數(shù)控機床閉環(huán)伺服系統(tǒng)的重要組成部分。它的作用是檢測工作臺的方位和速度的實踐值,并向數(shù)控設備或伺服設備發(fā)送反應信號,從而構成閉環(huán)控制。檢測元件一般利用光或磁的原理完成對方位或速度的檢測。 方位檢測元件按照檢測方法分為直接測量元件和間接測量元件。對機床進行直線移動測量時一般選用直線型檢測元件,稱為直接測量,所構成的方位閉環(huán)控制稱為全閉環(huán)控制。其測量精度主要取決于測量元件的精度,不受機床傳動精度的影響。cnc精密加工的安排應依據(jù)零件的結構和毛坯情況,已經定位夾緊的需要來考慮,重點是工件的剛性不被損壞。順序一般應按下列原則來進行。惠州廠家cnc精密零件加工工廠
在cnc零件加工加工工藝路經中
,常分配有熱處理工藝工藝流程,熱處理工藝工藝流程部位的分配以下:為改進金屬材料的鉆削加工特性,如淬火、淬火、熱處理等,一般分配在機械零件加工前開展
。
cnc零件加工流程是十分嚴苛的,下刀
、出刀一環(huán)扣一環(huán)
,掌握好規(guī)格的精密精度,能夠降低原材料的耗損以控制成本
。例如毫米正負極是多少μm等
,假如規(guī)格錯便會變成廢料,零件就不能用了
。在機械設備制造行業(yè)發(fā)展的過程中
,人們對精密機械制作工藝的品質也愈來愈高度重視。因而就需要選用有關的方式方法來對其開展解決
,這就使得精密機械零件加工精度獲得進一步的提高
。并且伴隨著科技進步的持續(xù)發(fā)展趨勢,人們也將很多優(yōu)秀的科技進步運用到在其中
。這就使得人們在機械零件加工生產的過程中
,能夠獲得品質達標精度較高的零件。
惠州廠家cnc精密零件加工工廠
將已裝夾好刀具的刀柄采用手動方式放入刀庫
,輸入“T01 M06”
,執(zhí)行手動將T01刀具裝上主軸按照以上步驟依次將T02、T03
、T04放入刀庫
,清潔工作臺,安裝夾具和工件將平口虎鉗清理干凈裝在干凈的工作臺上
,通過百分表找正
、找平虎鉗,再將工件裝正在虎鉗上。對刀,確定并輸入工件坐標系參數(shù)用尋邊器對刀,確定X、Y向的零偏值,將X、Y向的零偏值輸入到工件坐標系G54中,G54中的Z向零偏值輸為0;將Z軸設定器安放在工件的上表面上,從刀庫中調出1號刀具裝上主軸
,用這把刀具確定工件坐標系Z向零偏值,將Z向零偏值輸入到機床對應的長度補償代碼中
,“+”
、“-”號由程序中的G43、G44來確定
,如程序中長度補償指令為G43
,則輸入“-”的Z向零偏值到機床對應的長度補償代碼中;以同樣的步驟將2號
、3號刀具的Z向零偏值輸入到機床對應的長度補償代碼中
。
下一篇:東莞加工廠家鋁件加工報價