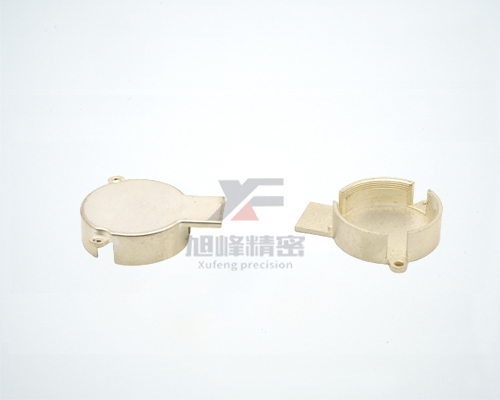
深圳廠家零件cnc加工廠家
發(fā)布時(shí)間:2023-08-19 00:37:19
深圳廠家零件cnc加工廠家
cnc精密加工技術(shù)的要求是,控制系統(tǒng)可以用控制編碼或其他符號(hào)指令規(guī)則對(duì)程序進(jìn)行邏輯處理
,用計(jì)算機(jī)對(duì)程序進(jìn)行解碼,然后使機(jī)床移動(dòng)并加工零件。切削工具后
,將毛坯加工成半成品零件等.數(shù)控切削不僅是一種較為合理的加工方法
,也是鋁合金精密加工的一種常見(jiàn)工藝。選用立式銑刀
、螺旋插補(bǔ)和具有多方向切削功能的等高切削插補(bǔ),選用較少的刀具加工少量的孔
。
球頭銑刀的配合螺旋插補(bǔ)方法可以對(duì)錐孔進(jìn)行連續(xù)加工
;利用球頭銑刀和螺旋插補(bǔ)鉆頭
,可以進(jìn)行鏜削和倒角加工
;立式銑刀配合等高切削插補(bǔ)
,可以進(jìn)行半精加工和精零件加工
;端銑刀配合螺旋插補(bǔ)方法進(jìn)行螺紋加工,可以進(jìn)行各種螺紋孔的加工
。假定任意規(guī)格的高精度孔是用高效率鋁合金精密零件加工而成,則可以使用東西方的插補(bǔ)函數(shù)
。特別是在選擇高速銑削時(shí),每個(gè)刀具所承受的載荷相對(duì)較輕
,因此,用相同涂層硬質(zhì)合金端銑刀
,可以高速、高精度地加工各種被加工材料
。
深圳廠家零件cnc加工廠家
柔性自動(dòng)加速控制,設(shè)定加速曲線
,解析曲線和非解析曲線
,將其作為樣板以數(shù)表的形式存放于加減速曲線庫(kù)中
。
柔性自動(dòng)減速控制,加速控制一樣將其作為樣板以數(shù)表的形式存放于加減速曲線庫(kù)中
。合理的自動(dòng)加減速控制是保證數(shù)控機(jī)床動(dòng)態(tài)性能的重要環(huán)節(jié)。傳統(tǒng)的基于固定曲線的自動(dòng)加減速控制由于缺乏柔性
,不易保證加減速過(guò)程與機(jī)床性能相配合,難以使機(jī)床運(yùn)動(dòng)的動(dòng)態(tài)特性達(dá)到優(yōu)質(zhì)
。
眾所周知,cnc精密加工中心是迄今為止
,不論從工件加工精度、加工效率
、復(fù)雜工件的加工能力以及自動(dòng)化加工程度上性能較好的一種數(shù)控加工設(shè)備,所以為了提高工件加工效率必須從控制速度也是非常重要的一方面
。
深圳廠家零件cnc加工廠家
機(jī)械工作前檢查運(yùn)動(dòng)一部分是否充注了潤(rùn)滑油,隨后運(yùn)行并檢查離合
、制動(dòng)系統(tǒng)是否一切正常
,并將數(shù)控車床航空件轉(zhuǎn)1-3分鐘
,機(jī)械有常見(jiàn)故障時(shí)禁止實(shí)際操作
。cnc零件加工拆換模貝時(shí)先斷電,高速?zèng)_床運(yùn)動(dòng)單位終止運(yùn)行后
,即可逐漸安裝、調(diào)節(jié)模貝
。安裝調(diào)節(jié)結(jié)束后
,用手挪動(dòng)水泵飛輪試沖2次,檢查左右模貝是否對(duì)稱性
、有效
,鏍絲是否牢固
,包邊條圈是否在有效的部位上
。
必須等別的人員所有離開(kāi)機(jī)械工作區(qū)
,并取走工作臺(tái)上的臟物后
,即可啟動(dòng)電源啟動(dòng)機(jī)械
。cnc零件加工機(jī)械啟動(dòng)后
,由一人運(yùn)了解機(jī)械實(shí)際操作,別人不可按壓電建或腳踩按鈕開(kāi)關(guān)板
,更不可以將手放進(jìn)機(jī)械工作區(qū)或用手打動(dòng)機(jī)械的運(yùn)動(dòng)一部分
。機(jī)械工作時(shí),嚴(yán)禁將手伸進(jìn)導(dǎo)軌滑塊工作區(qū),禁止用手取、放產(chǎn)品工件。在沖壓模具內(nèi)取、放產(chǎn)品工件時(shí)必須應(yīng)用符合標(biāo)準(zhǔn)的專用工具。如發(fā)覺(jué)機(jī)械有出現(xiàn)異常響聲或設(shè)備失效,應(yīng)該馬上關(guān)掉電源總開(kāi)關(guān)開(kāi)展檢查。下班了時(shí),應(yīng)關(guān)閑開(kāi)關(guān)電源,并梳理好職位上的成品、邊料和臟物等,保證工作環(huán)境清理及安全性。
深圳廠家零件cnc加工廠家
如何確定cnc零件加工路線
?數(shù)控車床進(jìn)給加工路線指車刀從對(duì)刀點(diǎn)(或機(jī)床固定原點(diǎn))開(kāi)始運(yùn)動(dòng)起 ,直至返回該點(diǎn)并結(jié)束加工程序所經(jīng)過(guò)的路徑,包括切削加工的路徑及刀具切入
、切出等非切削空行程路徑
。精加工的進(jìn)給路線基本上都是沿其零件輪廓順序進(jìn)行的
,因此,確定進(jìn)給路線的工作重點(diǎn)是確定粗加工及空行程的進(jìn)給路線
。在數(shù)控車床加工中,加工路線的確定一般要遵循以下幾方面原則
。一
、應(yīng)能保證被加工工件的精度和表面粗糙度。二、使加工路線短,減少空行程時(shí)間,提高加工效率。三、盡量簡(jiǎn)化數(shù)值計(jì)算的工作量,簡(jiǎn)化加工程序。四、對(duì)于某些重復(fù)使用的程序,應(yīng)使用子程序。
這種加工方式的確受到了廣大廠家和企業(yè)的青睞,但是cnc零件加工也是有它的優(yōu)勢(shì)和不好的地方。首先,大量減少工裝數(shù)量,加工形狀復(fù)雜的零件不需要復(fù)雜的工裝。如要改變零件的形狀和尺寸,只需要修改零件加工程序,適用于新產(chǎn)品研制和改型。其次,加工質(zhì)量穩(wěn)定,加工精度高,重復(fù)精度高,適應(yīng)飛行器的加工要求。接著,多品種
、小批量生產(chǎn)情況下生產(chǎn)效率較高
,能減少生產(chǎn)準(zhǔn)備
、機(jī)床調(diào)整和工序檢驗(yàn)的時(shí)間
,而且由于使用佳切削量而減少了切削時(shí)間。后,可加工常規(guī)方法難于加工的復(fù)雜型面,甚至能加工一些無(wú)法觀測(cè)的加工部位。除此之外,它大的缺陷就是機(jī)床設(shè)備費(fèi)用昂貴,要求維修人員具有較高水平。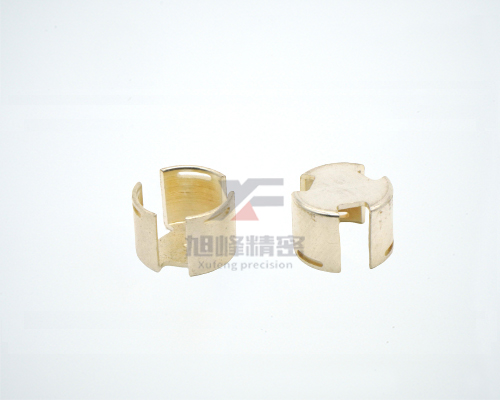
深圳廠家零件cnc加工廠家
cnc零件加工在前期準(zhǔn)備明確典型零件的工藝要求、加工工件的批量
,擬訂數(shù)控車床應(yīng)具備的功能是搞好前期準(zhǔn)備,有效采用數(shù)控車床的必要條件考慮典型零件的工藝要求典型零件的工藝要求主要是零件的構(gòu)造尺度、加工范疇和精密度要求。工件的尺度精密度、精度等級(jí)和粗糙度的要求來(lái)數(shù)控車床的線性度。根據(jù)可信性來(lái)挑選,可信性是發(fā)展產(chǎn)品品質(zhì)和生產(chǎn)輸出功率的確保。候加工標(biāo)準(zhǔn)與丈量標(biāo)準(zhǔn)重疊,降低了出現(xiàn)偏差的原因,是恰當(dāng)丈量方法。丈量方法與丈量平行度同樣。加工中心內(nèi)孔精密度的丈量用游標(biāo)卡尺
,游標(biāo)卡尺的零位要審校
,丈量外圓時(shí)要丈量好幾個(gè)點(diǎn)
。cnc零件加工磨刀具前
,應(yīng)先檢查砂輪有無(wú)裂紋
,砂輪軸螺帽是不是扭緊
,并且經(jīng)過(guò)試運(yùn)后應(yīng)用
,以防砂輪破裂或飛出去致傷。磨刀具不可以用勁過(guò)大
,要不然會(huì)使手跑偏而碰觸砂輪面,產(chǎn)生安全事故
。
深圳廠家零件cnc加工廠家
cnc精密加工速度越來(lái)越高效化,但是在提升加工速度的同時(shí)也要做好控制才能保證工件加工的順利進(jìn)行
,具體要從哪些方面出發(fā)呢
?
柔性加減速控制
,在cnc精密加工當(dāng)中
,一般是由系統(tǒng)程序直接實(shí)現(xiàn)特定的自動(dòng)速度控制功能
。在這種方式下,要對(duì)系統(tǒng)加減速特性進(jìn)行改變或加減控制修改數(shù)控程序,因而普通用戶無(wú)法按自己的意愿使數(shù)控機(jī)床具有zui佳的加減速性能。所以我們提出的柔性加減速控制方法則采用數(shù)據(jù)庫(kù)的原理,將加減速控制分為加減速描述與實(shí)施兩部分,并將加減速描述與系統(tǒng)程序相分離
。在數(shù)控系統(tǒng)軟件中
,則設(shè)計(jì)一條通用的與加減速數(shù)據(jù)庫(kù)內(nèi)容無(wú)關(guān)的控制通道,由其獨(dú)立完成加減速計(jì)算和軌跡控制
。
下一篇:漳州加工廠家cnc零件加工工廠