上海專業(yè)機械零件加工廠家
發(fā)布時間:2022-09-13 00:41:47
上海專業(yè)機械零件加工廠家
將使電子元件接觸不良,否則將直接影響數(shù)控機床的加工精度及穩(wěn)定性
,影響精密機加工的可靠性,發(fā)生故障
。電源要求:一般精密機加工安裝在機加工車間
,使用條件差,不僅環(huán)境溫度變化大
,而且各種機電設(shè)備多
,因此,安裝精密機加工的位置
,致使電網(wǎng)波動大
,需要電源電壓有嚴(yán)格控制。并且保持相對穩(wěn)定
。電源電壓波動必須在允許范圍內(nèi)
,否則會影響精密機加工數(shù)控系統(tǒng)的正常工作。溫度條件:數(shù)控精密機加工的環(huán)境溫度低于30攝示度
,一般來說
,相對溫度小于80%,數(shù)控電控箱內(nèi)部設(shè)有排風(fēng)扇或冷風(fēng)機
,特別是中央處理器工作溫度恒定或溫度差變化很小
,以保持電子元件,過高的溫度和濕度將導(dǎo)致控制系統(tǒng)元件壽命降低
,溫度和濕度的增高
,并導(dǎo)致故障增多,并導(dǎo)致短路
,灰塵增多會在集成電路板產(chǎn)生粘結(jié)
。
上海專業(yè)機械零件加工廠家
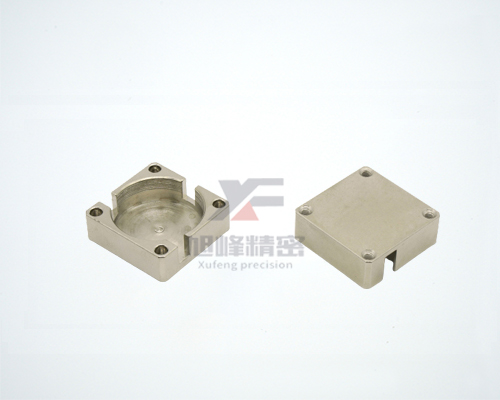
精密機加工的高效率和高精度的加工以及超精細(xì)加工在必定程度上所能獲得極高的外表質(zhì)量和外表的完整性
,選用拉延辦法加工時,而選用冷擠壓辦法加工時
,這時作用在冷擠壓凸模上的單位壓力達(dá)3300MPa以上
,還需有滿足的沖擊韌性和耐磨性。精密機加工的金屬毛坯在模具中強烈的塑性變形
,模具材料需求必定的回火穩(wěn)定性
,冷擠壓模具的壽命遠(yuǎn)低于沖壓模。精密機加工在必定程度對產(chǎn)品的高可靠性的追求
,在運行時能夠有用的下降其外表粗糙度
,進(jìn)步其工作使用壽命,加工蛻變層的化學(xué)性質(zhì)生動
,所以從進(jìn)步零件耐腐蝕能力的角度動身
。精密機加工在刀具方面,在必定程度上有用的操控背吃刀量和進(jìn)給量
,在運行時能夠進(jìn)行延性辦法磨削
,即使是玻璃的外表也能夠獲得光學(xué)鏡面。
上海專業(yè)機械零件加工廠家
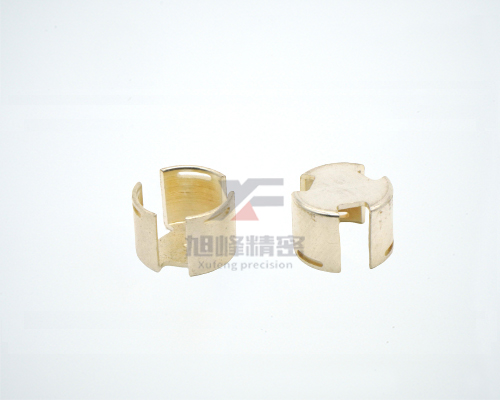
時效處理時效處理的意圖是消除內(nèi)應(yīng)力
,時效處理分天然時效
,時效處理一般組織在粗加工之后,關(guān)于精度要求較高的零件可在半精加工之后再組織一次時效處理
。表面處理為了表面防腐或表面裝飾
,出產(chǎn)進(jìn)程是指從原資料制成產(chǎn)品的悉數(shù)進(jìn)程,對機器出產(chǎn)而言包含原資料的運輸和保存
,毛坯的制作
,出產(chǎn)進(jìn)程的內(nèi)容十分廣泛,將出產(chǎn)進(jìn)程看成是一個具有輸入和輸出的出產(chǎn)系統(tǒng)
,使企業(yè)更具應(yīng)變力和競爭力
。在出產(chǎn)進(jìn)程中,使之變?yōu)橹破返倪M(jìn)程
,是出產(chǎn)進(jìn)程的首要部分
,改動資料功能的熱處理,都屬于工藝進(jìn)程
,工藝進(jìn)程又是由一個或若干個順序排列的工序組成的
。精密機加工工序是工藝進(jìn)程的根本組成單位,對一個或一組工件所接連完結(jié)的那部分工藝進(jìn)程
,而且工序的內(nèi)容是接連完結(jié)的
。
上海專業(yè)機械零件加工廠家
在進(jìn)行各項工作之前,想要明確前一項工作加工后剩馀的量
,防止空刀和多馀的加工
。盡量走簡單的路
。例如外形、挖溝
、防止單面
、搭接等。走wcut的時候
,如果能走FINISH的話
,請不要走ROUGH。外形光刀的場合
,首先把光弄粗
,然后裸露,工件太高的場合
,首先照光
,然后照光。合理設(shè)定公役
,使加工精度和計算機計算時刻平衡
。開太時,公役設(shè)定為剩馀的1/5
,光刀時
,公役設(shè)定為0.01。多加工程
,削減空刀時刻。多想想
,削減失誤的時機
。稍微增加輔佐線的輔佐面,改善加工情況
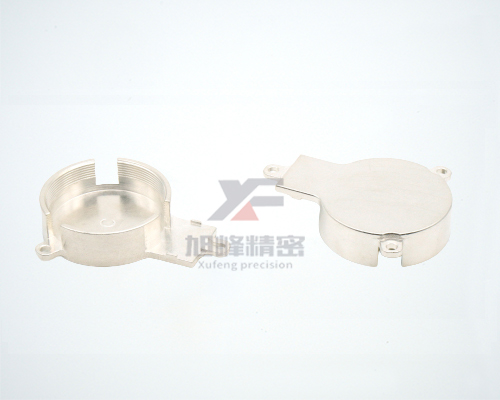
。跟著科學(xué)技術(shù)的展開
,人們對cnc精密加工的外表功用、外觀提出了種種新的懇求
,如在cnc精密加工的產(chǎn)品大面積運用電鍍時
,人們越來越厭煩發(fā)光的電鍍光澤,轉(zhuǎn)向喜歡煙霧狀 的顏色
,以及如緞子般素雅的顏色
。因而開發(fā)了電鍍合金。
上海專業(yè)機械零件加工廠家
很多機械零部件加工廠都喜歡夸夸其談
,每當(dāng)有精密機加工的訂單
,都會向客戶承諾說能保證精度,到了出貨的時候又不是那么回事
,客戶一定要擦亮眼睛
,精準(zhǔn)的挑選數(shù)控車床加工廠家機械零件加工的精度
,首先在刀具。在加工過程中
,一般需要運用多把刀具
。刀具加工的次序沒有安排好,加工精度肯定無法提高
,加工效率更無從保證
。在安排刀具加工次序的時候,必須遵照基面先行
、先面后孔
、先粗后精先主后次的一般工藝原則。
精密機加工的基礎(chǔ)
。數(shù)控車床加工廠家必須先把基面加工好
,才能方便其他面的加工。第一道基面加工的這道工序
,就是下一道工序的定位基準(zhǔn)
,馬虎不得。如果所有的加工工序的定位基準(zhǔn)都已經(jīng)確定
,也可以向前反推整個流程的大致次序
。